American Farriers Journal
American Farriers Journal is the “hands-on” magazine for professional farriers, equine veterinarians and horse care product and service buyers.
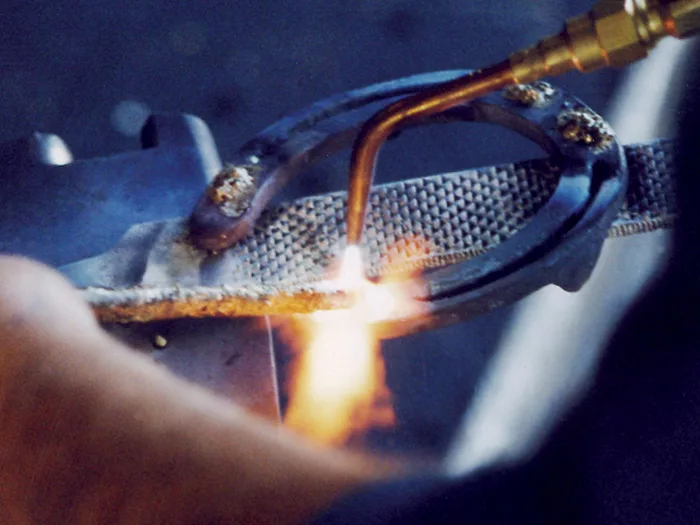
ADDING TRACTION. A spot of hardfacing is added to the heel of a horseshoe with a welding torch. Note the two spots of hardfacing already applied to the toe of the shoe.
Like Kleenex for facial tissues or Band-Aids for adhesive bandages, Borium and Drill Tech are brand names so widely recognized that they have become generic terms for the hardfacing products used by farriers. That could confuse any discussion of hardfacing products and their application.
Don’t be misled. There are a handful of brands, all of which use particles of super-hard tungsten encased in a softer metal shaped into a rod. The softer metal is welded onto the shoe, holding the exposed tungsten particles in place to provide traction and lessen wear on the shoe.
Picking the right hardfacing product depends on two important considerations:
Having answered these questions, you can begin considering the available options, which fall into two categories:
H Hardfacing in which the tungsten carbide particles are encased in a mostly steel matrix. These products, often called tubed metal, must be welded to the shoe. This requires, of course, that the farrier have welding equipment and the skills to use it. The products include Borium, made by the Stoody…

American Farriers Journal is the “hands-on” magazine for professional farriers, equine veterinarians and horse care product and service buyers.

American Farriers Journal is the “hands-on” magazine for professional farriers, equine veterinarians and horse care product and service buyers.
Download these helpful knowledge building tools

We are here to support you.
We stock a wide range of high-quality products from trusted brands to ensure durability, performance, and reliability in every job you undertake. Our extensive inventory of horseshoe products and farrier tools means you can find everything you need in one place, saving you time and effort. Your satisfaction is our top priority. We are committed to providing excellent customer service, prompt shipping, and hassle-free returns.