American Farriers Journal
American Farriers Journal is the “hands-on” magazine for professional farriers, equine veterinarians and horse care product and service buyers.

To watch a video of Craig Trnka discussing and making this specimen sidebone shoe, visit
americanfarriers.com/0719
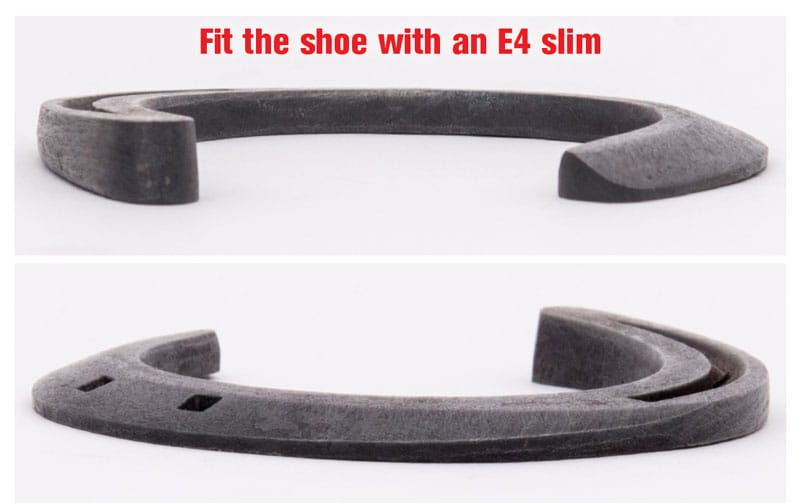
For the 2020 Summit Mail-In Forging Exercise, I’ve selected a sidebone shoe. In the years that I’ve made the shoes for this contest, I’ve had two goals. I want to test your forging ability, but I also want to choose one of the most practical shoes I nail on. This is a beneficial shoe for those older horses that need some help moving laterally without affecting the trim because you can put some of the trim in the shoe.
I will be on site to judge the shoes at the 2020 International Hoof-Care Summit. If you are there, stop by the World Championship Blacksmiths booth to talk about your shoe after it is judged. In addition to the practicality, I think you’ll find this shoe presents some unique challenges.
This is the sixth annual Summit Mail-In Forging Exercise. Thank you to VICTORY Racing Plate Co. for sponsoring this challenge again. You can watch a video of making this shoe at AmericanFarriers.com/summitshoe. You’ll improve your skills and earn a free T-shirt just for entering. You may win the buckle. But remember, it isn’t about winning — it is about the journey. Good luck!

Sponsored by VICTORY, this forging…

American Farriers Journal is the “hands-on” magazine for professional farriers, equine veterinarians and horse care product and service buyers.

American Farriers Journal is the “hands-on” magazine for professional farriers, equine veterinarians and horse care product and service buyers.
Download these helpful knowledge building tools

We are here to support you.
We stock a wide range of high-quality products from trusted brands to ensure durability, performance, and reliability in every job you undertake. Our extensive inventory of horseshoe products and farrier tools means you can find everything you need in one place, saving you time and effort. Your satisfaction is our top priority. We are committed to providing excellent customer service, prompt shipping, and hassle-free returns.